جوشکاری قوسی با الکترود تنگستنی و در پناه گاز محافظ که گاهی اوقات Heliarc و یا جوش تیگ TIG(جوشکاری با تنگستن و گاز خنثی) نیز نامیده می شود، در سال 1930 برای جوشکاری فلز منیزیم اختراع شد.Russell Meredith از الکترود تنگستنی همراه با گاز خنثی هلیوم برای جوشکاری فلز منیزیم استفاده کرد.این روش جایگزین روش پرچ برای اتصال قطعات هواپیما از جنس آلومینوم و منیزیم شد.روش جوشکاری Heliarc در طی این مدت تا کنون اصلاح زیادی یافته است ولی مکانیسم اصلی آن همان است که مردیت آن را بکار برده بود.
درجه حرارت ذوب برای اتصال از نگهداری قوس بین الکترود تنگستن و قطعه کار فراهم می شود.(شکل1)دمای حوضچه مذاب تا 2500 C میرسد.گاز خنثی حوضچه مذاب را احاطه می کند وآنرا در مقابل آلودگی های اتمسفری محافظت می کند.معمولا گاز خنثی آرگون،هلیوم و یا مخلوطی از آن دو است.

کاربردها:
روش جوشکاری با الکترود تنگستن و گاز محافظ برای جوشکاری فولادهای زنگ نزن ،آلومینوم ،منیزیم،مس و فلزات فعال(مثل تیتانیوم و تانتالوم) ونیز فولادهای کربنی و آلیاژی استفاده می شود.در جوشکاری فولادهای کربنی معمولا برای جوشکاری پاس های ریشه کار می رود.
مزایا و محدودیت ها
مزایای روش GTAW عبارتند از:
· جوش با کیفیت بالا و اعوجاج کم تولید می کند.
· پاشش مذاب در مقایسه با روش های دیگر در این روش وجود ندارد.
· در هر دو حالت با و بدون فلزپرکننده می توان استفاده کرد.
· منابع نیروی مختلفی رامی توان بکار گرفت.
· انواع مختلفی از فلزات حتی فلزات غیرمشابه را می توان با این روش جوشکاری کرد
· کنترل دقیقی بر روی میزان گرمای تولیدی و ورودی می توان دشات.
روش GTAW زمانی استفاده می شود که به جوش با کیفیت بالا نیاز باشد.همانطوریکه در بالا اشاره شد، گرمای تولیدی که میتواند اثر منفی بر فلز داشته باشد،بدقت کنترل می شود و نیز حوزه دید جوشکار بوسیله دودهای حاصله محدود نمی شود.
محدودیت های این روش در زیر آمده اند:
· نرخ رسوب آن در مقایسه با جوشکاری با الکترودهای مصرفی پایین تر است.
· به جوشکار ماهر نیاز دارد.(نسبت به SMAW,GMAW)
· برای جوشکاری ضخامت های بیشتر از 9.5 mm مقرون به صرفه نمی باشد.
· در وضعیت های جوشکاری غیر تخت جوشکاری مشکل است زیرا حفاظت قوس کامل نیست.
علاوه بر مشکلات یادشده می توان به برخی از مشکلات این روش نیز در ذیل اشاره کرد:
· در صورتیکه الکترود تنگستنی با حوضچه مذاب تماس داشته باشد، آخالهای تنگستن می تواند وارد فلز جوش شود.
· اگر حفاظت قوس و مذاب توسط جریان مداوم گاز خنثی انجام نشود و یا مختل شود،فلز مذاب آوده می شود.
· آلودگی یا حفره در مذاب تحت تاثیر نشتی آب از تورچها سرد شونده با آب
· وزش و یا انحراف قوس مثل روش های دیگر
منابع نیرو برای GTAW از نوع جریان ثابت همراه با منحنی ولتاژ – آمراژ منفی می باشند.راکتورهای قابل اشباع و نیز واحدهای کنترل شده با تریستور نیز مرسوم هستند.پیشرفت هایی که در صنایع الکتریکی اتفاق افتاده است،در این حوزه نیز موثر بوده وباعث شده است که منابع نیروی با کارایی بیشتر و با وزن کمتر تولید شوند.امروزه منابع نیروی ترانزیستوری با جربان مستقیم نیز بسیار استفاده می شوند و منابع نیرو یکسوکننده –مبدل ها بسیار پیچیده تر هستند.مبدل های نیرو شامل سه نوع تبدیل هستند:
· جریان متناوب اولیه 60 mHz به جریان مستقیم تبدیل می شود.
· جریان مستقیم به جریان متناوب با فرکانس بالا تبدیل می شود.
· این جریان متناوب به جریان مستقیم تبدیل می شود.
مبدل ها را می توان از حالت جریان مستقیم به جریان متناوب برای جوشکاری GMAW تغییر داد و بکار برد که این سبب کاهش هزینه و صرفه جویی در آن خواهد شد.منابع نیرو که با مبدل کنترل می شوند در مقایسه با منابع سیلیکونی SCR زمان های پاسخ سریعتری دارند.در شکل 2 رفتار دو نوع ماشین جوشکاری با کنترل مبدلی و با کنترل تریستوری نشان داده می شود.

ساختمان تورچ: تورچ جوشکاری الکترود را نگهداشته و جریان الکتریکی را به سمت قوس هدایت می کند و گاز لازم برای محافظت قوس و مذاب را به محل جوش انتقال می دهد. قطعات تورچ در شکل 3 نشان داده می شود.

تورچهای جوشکاری که زیر جریان 200 A بکار میروند،معمولا با هوا سرد می شوند،به عبارتی گاز خنثی از اطراف کابل حرکت میکند و سردایش لازم را فراهم می کند.اما در جوشکاری های پیوسته که با آمپراژهای بالا سروکار دارد،و نیز در روش ماشینی از تورچهایی استفاده می شود که با آب سرد می شوند.
الکترودها.الکترودهای غیرمصرفی که در روش GTAW بکار می روند ، از تنگستن و یا آلیاژهای آن ساخته می شوند.متداولترین این آلیاژها،آلیاژ 2% ThO2-W یا EWTh-2 می باشد.این آلیاژ از ویژگی های کاری خوبی برخوردار است و پایداری بهتری دارد.توریا رادیواکتیو بوده وفلذا هنگام تیز کردن آن باید مواظب بود که گرد و غبار آن استنشاق نشود.سنگ زنی می تواند خطرات جدی در پی داشته باشد و باید قوانین زیست محیطی را رعایت کرد.الکترودهای لانتانوم دار EWLa-1 و ایتریم دار الکترودهایی هستند که ویژگی های شروع خوبی داشته و پایداری قوس آنها حتی در ولتاژهای کم نیز قابل قبول و مناسب است.الکترودهای تنگستن سریم دار EWCe-2 نسبت به الکترودهای توریم دار از لحاظ پایداری قوس و نرخ ذوب کردن کمی بهترند.هرکدام از الکترودهای مذکور جوش های قابل قبولی تولید می کنند.توانایی آسان ساطع کردن الکترون در ولتاژ پایین الکترودهای لانتالوم دار ازعلل اصلی کارکرد خوب آنهاست.
تنگستن خالص در جوشکاری ac استفاده می شود وبالاترین نرخ مصرف را دارند.گاهی اوقات از الکترودهای زیرکنی نیز استفاده میشود.الکترودهای تنگستن براساس ترکیب شیمایی شان طبقه بندی می شوند.(جدول1)شرایط لازم برای این الکترودها در AWS A5.12 ذکر می شود.شکل نوک الکترودها بر شکل حوضچه مذاب موثر است.الکترودهایی که زاویه 60-120° دارند،پایدارترند و عمق نفوذ خوبی را دارند.الکترودهای با زاویه کمتر 5-30° برای جوش شیاری مناسب هستند تا از ایجاد قوس بین دیواره های محل اتصال جلوگیری کند.
سیستم تغذیه سیم:از تعدادی قطعه تشکیل شده است که از سیستم ساده تا پیجیده را در بردارند.سیستم اصلی آن درواقع وسیله ای است که سیم را با قلاب گرفته و سپس آن را از قرقره کشیده و بعد آنرا از طریق لوله راهنما به سمت محل جوشکاری انتقال می دهد.برای حرکت موتور و نیز کنترل آن از کنترل و سوئیچ های الکترونیکی استفاده می شود.
کابل،شلنگ و رگولاتورها برای انتقال جریان الکتریکی،آب و گاز خنثی به محل جوشکاری لازم می باشند.

مكانيزمهاي تخريب مواد كه با شرايط محيطي تشديد ميگردند در صنايع مختلفي به وقوع ميپيوندند. يكي از اين مكانيزمها حمله هيدروژني در دماي بالاست كه ميتواند باعث شكستهاي بسيار مخربي گردد لذا بايد توجه ويژه اي در زمينه منشا حمله هيدروژني، انتخاب مواد و بويژه انتخاب روش بازرسي مناسب به منظور تشخيص به موقع و مراقبت وضعيت مناسب تجهيزات مستعد حمله هيدروژني صورت گيرد.
حمله هيدروژني در دماي بالا در اثر واكنش بين هيدروژن اتمي با كربن و تشكيل متان اتفاق ميافتد.
Fe3C+2H2-->CH4+3Fe
در دما و فشار بالا هيدروژن اتمي به سرعت در ديواره مخازن تحت فشار نفوذ ميكند. ميزان فشار گاز متان توليد شده در اثر اين واكنش تابعي است از دما ،فشار جزيي هيدروژن و شرايطي كه باعث ناپايداري كاربيد ميشود. فشار گاز متان باعث رشد حفرات از از مناطق جوانه زني آنها در راستاي مرزدانه ها ميگردد.در اثر تشكيل متان در فولاد، استحكامژ و چكشخواري آن كاهش ميابد. نرخ تخريب خواص ماده به فشار متان، نرخ خزش و نسبت مرزدانه هاي گسسته شده بستگي دارد. در دما و تنش بالا ممكن است مكانيزمهاي حمله هيدروژني و خزش با يكديگر تركيب شوند، چرا كه هردو مكانيزم در اثر تشكيل و رشد حفرات در مرزدانه ها ايجاد ميشوند. در يك دما و فشار جزيي هيدروژن مشخص، حمله هيدروژني ابتدا در مناطقي اتفاق ميافتد كه بيشترين ناپايداري كاربيد را دارند. اين مناطق اغلب ناحيه جوش و نواحي اطراف آن را شامل ميشوند. در اغلب كاربردها رشد فشار جزيي هيدروژن به اندازه كافي بالا هست كه باعث پيشرفت حمله هبدروژني در قسمت قابل توجهي از ضخامت قطعه شود. نتيجه اين پديده كاهش نسبتا شديد زمان رشد حمله هيدروژني از سطح به نيمه ضخامت قطعه ميباشد. بنابراين ما با يك كاهش قابل توجه در خواص ماده روبرو ميشويم كه مبتواند باعث پارگي سريع باقيمانده ضخامت قطعه در اثر اعمال بار بيش از حد تحمل ضخامت باقيمانده گردد. اگر كاربيدهاي ناپايدار درون ضخامت ديواره قطعه وجود داشته باشند، حمله هيدروژني ميتواند بخ جاي سطح از اين نواحي آغاز گردد.
در صورتيكه فشار جزيي هيدروژن كم باشد، حمله هيدروژني تنها در ناحيه باريكي از سطح قطعه اتفاق ميافتد. اين بدان معنيست كه در مواد همگن حمله هيدروژني در دماي بالا با سرعت كمي در ضخامت قطعه پيشرفت ميكند. شرايط بحراني براي ايجاد حمله هيدروژني هنگامي است كه كاربيدهاي ناپايدار در زمينه وجود داشته باشد، بخصوص وقتي كه علاده براين كاربيدها ،ناپيوستگيها (عيوب) و نواحي با تنش بالا نيز وجود داشته باشند. در اين نواحي، تنش بالا و تغييرات نتشي ميتواند باعث ايجاد ميكروتركها شده و نفوذ هيدروژن را با فشار عملياتي به درون قطعه تسهيل نمايد.
نتيجه اين حالت ايجاد حمله هيدروژني بصورت موضعي ميباشد. در اين حالت ميكروتركها همانند ماكروتركها جهت گيري و رشد ميكنند و در نتيجه تخريب تحت اين شرايط ناشي از نشتي ايجاد شده در اثر رشد ترك خواهد بود. هرچند كه احتمال ايجاد شكست ناگهاني همواره جود دارد.

فولادهای ماریجنینگ فولادهای پر آلیاژ-کم کربن-آهن ونیکل باساختار مارتنزیتی هستند که دارای ترکیبی عالی از استحکام وتافنسی به مراتب بالاتر از فولادهای پر کربن کوینچ شده می باشند.
این فولادها دو کاربرد بحرانی ومتمایز فولادهای کربن آبداده که استحکام بالا وتافنس وانعطاف پذیری خوب مورد نیاز است را دارا میباشد . فولادهای کربنی آبداده استحکامشان را از مکانیسمهای تغییر فاز وسخت گردانی بدست میآورند. ( مثل شکل گیری مارتنزیت و بینیت ) واین استحکام پس از رسوب گیری کاربیدها در طول مدت تمپر کردن بدست می آید. درمقایسه فولادهای ماریجینگ استحکامشان را از شکل گیری یک فولاد مارتنزیتی کم کربن انعطاف پذیرو سخت آهن ونیکل بدست می آورند که می توانند بوسیله رسوب گیری ترکیبات بین فلزی در طول مدت پیرسختی استحکام بیشتری داشته باشند. دوره ماریجینگ بر اساس پیرسختی ساختار مارتنزیتی وضع شده است.
متالورژی فیزیکی:
قبلا اشاره شد که استحکام وتافنس خوب فولادهای ماریجینگ بوسیله پیر سختی یک ساختار مارتنزیتی کم کربن بسیار انعطاف پذیربا استحکام نسبتا خوب بدست میآید.در حین پیرسازی ساختار مارتنزیتی هدف اصل روش توزیع یکنواخت رسوبات بین فلزی خوب است که صرف تقویت کردن بافت مارتنزیتی می شود. یکی دیگر از هدفهای اصلی در مدت پیر سازی فولادهای ماریجینگ کم کردن یا حذف کردن برگشت فاز نیمه پایدارمارتنزیت به آستنیت و فریت می باشد .
شکل گیری مارتنزیت :
مارتنزیت فولادهای ماریجینگ معمولا مکعب مرکز دار (bcc ) کم کربن است که این مارتنزیت شامل چگالی بالای نابجایی می باشد اما نه به صورت دوقلویی. در حین سرد شدن بعد از تابکاری انحلالی آستنینت fcc بوسیله بازگشت برشی کم نفوذ تجزیه به ساختارهای متعادل به ساختار bcc تبدیل میشود.این تبدیل آستنیت به مارتنزیت ناپایدار اتفاق نمی افتد تا دمای شروع مارتنزیت (Ms) بدست آید ودمای شروع مارتنزیت باید به اندازه کافی بالا باشد بنابراین یک تبدیل کامل به مارتنزیت قبل از خنک شدن فولاد تا دمای اتاق اتفاق می افتد.
بیشتر انواع فولادهای ماریجینگ دمای شروع مارتنزیت حدود 200 تا300 درجه سانتیگراد را دارند ودر دمای اتاق به طور کامل مارتنزیت هستند . نتیجه ساختار مارتنزیت یک فولاد نسبتا قوی و فوق العاده انعطاف پذیر میباشد .
عناصر آلیاژی دمای شروع مارتنزیت را بطور قابل ملاحظه ای تغییر می دهد اما تغییر مشخصه این استحاله به مقدار زیادی بستگی به سرعت سرد شدن دارد.
اغلب عناصرآلیاژی اضافه شده در فولادهای ماریجینگ (به استثناء کبالت ) درجه حرارت شروع مارتنزیت را کاهش می دهند.
یکی از دونوع ممکن مارتنزیت که در سیستم آلیاژی آهن- نیکل ممکن است شکل بگیرد بستگی به مقدار نیکل در ماده مورد سوال میباشد.در سرعتهای سرد کردن بالا در فولادهای شامل 5 تا 10 درصد نیکل ،و بیش از 10 درصد پایین آوردن سرعت سرد کردن، لازمه شکل گیری مارتنزیت در فولادها می انجامد وشکل گیری کامل ساختار مارتنزیتی را تعیین می کند.در فولادهای شامل 25 درصد نیکل ، مارتنزیت لایه ای وبالای 25 درصد مارتنزیت دو قلویی داریم .مطالعه برروی آلیاژهای مارجنیگ آهن – 7 درصد کبالت 5 درصد مولیبدن و4/. درصد تیتانیم در ( ماریجینگ 18 درصد نیکل 250 ) شامل مقادیر متفاوت نیکل نشان می دهد که یک ساختار مارتنزیتی لایه ای با مقادیر نیکل بیش از 23 درصد بدست می آید .
اگر چه مقادیر نیکل بیش از 23 درصد شکل گیری مارتنزیت دو قلویی را نتیجه داده است . معمولا یک ساختار مارتنزیتی لایه ای در فولادهای ماریجینگ ترجیح داده می شود زیرا در مدت پیر سازی این ساختار سخت تر از یک ساختار مارتنزیتی دو قلویی میباشد.
عملیات حرارتی فولادهای ماریجینگ:
تابکاری انحلالی : تابکاری انحلالی مستلزم حرارت دادن آلیاژی به اندازه کافی،بالای درجه حرارت پایان آستنیت و نگهداری در زمان کافی تا جا گیری عناصر در محلول جامد و سرد کردن آن تا دمای اتاق .متداول ترین سیکل عملیات حرارتی برای فولادهای ماریجینگ 18 درصد نیکل 200 ،250 300 درگیر کردن آلیاژهای در دمای 815 درجه سانتیگراد به مدت یک ساعت و سپس سرد کردن آن بوسیله هوا.تولید برای کاربردهای فورجینگ معمولا در حالت آنیل نشده خریداری می شود زیرا حرارت دادن سیکل تابکاری حرارتی قبلی را خنثی میکند .استفاده از خلا ، کنترل گردش هوای اتمسفر ، تمام نمک خنثی یا کوره های سیال تخت برای حداقل کردن صدمات سطحی ممکن است مورد نیاز باشد .
اثرزمان و درجه حرارت تابکاری بر خواص پیرسازی: اطلاعات نشان میدهد که بیشترین استحکام در دمای تابکاری انحلالی 800 تا815 درجه بوجود می آید. استحکام وانعطاف پذیری پایین تر با درجه حرارت تابکاری از 760 تا 800 درجه ناشی از انحلال ناقل عناصر سخت کننده میباشد و کاهش استحکام مربوط به درجه حرارت تابکاری انحلالی بالای 815 درجه ناشی از درشتی ساختار دانه ها میباشد. سرعت سرد شدن بعد از تابکاری انحلالی از اهمیت کمتری برخورداراست چون اثر کمتری بر خواص زیر ساختاری ومکانیکی دارد.
اصلاح دانه ها بوسیله سیکل حرارتی : سیکل حرارتی فولادهای ماریجینگ بین درجه حرارت پایان مارتنزیت و دمای بسیار بالاتر از دمای تابکاری انحلال می تواند برای اصلاح ساختار دانه هایی که درشت هستند استفاده شود.این عمل استحاله برشی کم نفوذ ، مارتنزیت به آستنیت واز آستنیت به مارتنزیت نیروی محرکه برای تبلور مجدد در حین سیکلهای حرارتی تامین میکند.
پیر سختی:
نوعی پیر سختی بعد از تابکاری انحلالی معمولا شامل حرارت دادن آلیاژ تا رنج دمایی 455 تا 510 درجه سانتیگراد و نگاه داشتن در این دما به مدت 3 الی 12 ساعت وخنک کردن آن در معرض هوا تا دمای اتاق می باشد. استفاده از فولادهای ماریجینگ در کاربردهای مانند ابزارآلات دایکست لازم است استفاده از یک حرارت پیر سازی تقریبا 530 درجه سانتیگراد که ساختار متعادلی را فراهم می کند و از نظر حرارتی تثبیت شده است. هنگامی که زمان پیر سازی افزایش پیدا میکند تا جائیکه به نقطه ای می رسیم که سختی واستحکام شروع به کاهش میکند به علت شکل گیری بازگشت آستنیت که معمولا از ذرات ریز باندهای آستنیت دور دانه ای قبلی شروع میشود.
کار سرد وپیر سازی :
استحکام تسلیم واستحکام نهایی کششی فولادهای ماریجینگ می توانند بوسیله کار سرد قبل از پیر سازی تا 15 درصد افزایش پیدا کنند . بوسیله کار سرد قبل از تابکاری انحلالی ماده بالای 50 درصد کاهش قبل از پیر سازی ،نتیجه رسیده است .این سازگاری کمی با انعطاف پذیری وچغرمگی است .از کاهش سرما بیش از 50 درصد باید خوداری شود زیرا ممکن است که پوسته پوسته شدن تولیدات بوجود آید.
نیتریده کردن :
سختی سطح را می تواند بوسیله نیتریده کردن فولادهای ماریجینگ در آمونیاک بدست آید . سطح سختی معادل 65 تا70 راکول سی به عمق 15/0 میلیمتر بعد از نیتریده کردن به مدت 24 الی 48 ساعت در دمای 455 درجه سانتیگراد میتواند بدست آید. نیترده کردن در این دما می تواند همزمان با پیرسختی اتفاق بیافتد . حمام نمک نیتریده کردن برای 90 دقیقه در دمای 540 درجه سانتیگراد بخوبی می تواند این عمل را شکل بدهد اگر چه برای پرهیز از فوق پیر سازی شدن بیش از حد این عمل باید بخوبی کنترل شود. استحکام خستگی ومقاومت به سایش فولادهای ماریجینگ بوسیله نیتریده کردن بهبود پیدا می کنند.
پخت :
عملیاتی است برای حذف هیدروژن که در دمای پایین بین150 تا 200 درجه سانتیگراد قرارمیگیرد. تردی هیدروژن ممکن است در فولادهای ماریجینگ اتفاق بیافتد وقتی که در معرض کارهای الکترومکانیکی مثل آبکاری قرار میگیرد. حذف هیدروژن کار مشکلی است باید در یک سیکل عملیات حرارتی (پخت) بین 3تا 10 ساعت قرار بگیرد.
سند بلاست موثرترین روش برای حذف اکسید ناشی عملیات حرارتی است . فولادهای ماریجینگ را میتوان بوسیله مواد شیمیائی تمیز کننده مثل اسید شوئی در محلول اسید سولفوریک یا محلول اسید كلريدريك و اسيدنيتريك واسید هیدروفلوریک . اگر چه باید مراقب بود که بیش از حد اسید شوئی نشود
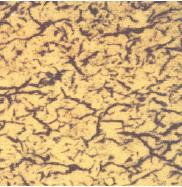
بسياري از فلزات و آلياژهاي آنها، به ويژه آنهايي که داراي شبکه fcc هستند، مانند آلومينيوم و آلياژهاي آن، در تمام درجه حرارتها، شکست نرم خواهند داشت. شکست نرم به آرامي و پس از تغيير شکل پلاستيکي زياد به ازاي تنشي بالاتر از استحکام کششي ظاهر ميشود. از مشخصات شکست نرم، تحت تاثير تنش کششي، ظاهر گشتن گلويي يا نازکي موضعي و ايجاد حفره هاي بسيار ريز در درون قسمت گلويي و اتصال آنها به يکديگر تا رسيدن به حد يک ترک ريز و رشد آرام ترک تا حد پارگي يا شکست نهايي است.

مراحل مختلف شكست نرم در يك فلز انعطاف پذير
در اين نوع شکست علت ايجاد حفرهاي ريز در محدوده گلويي ميتواند تغيير شکل غير يکنواخت ناشي از ناخالصيهاي موجود در ماده اصلي زمينه باشد. لذا با ايجاد حفره هاي بسيار ريز در محدوده گلويي حالت تنش سه محوري برقرار ميشود که منجر به ايجاد ترک ميشود .
در طراحي و ساخت اجزاي ماشين آلات و در ساختمان سازي، تنشهاي وارد بر سازه هاي فلزي در محدوده الاستيکي انتخاب ميشود. بنابراين در کاربرد صنعتي، شکست در حالت تنش استاتيکي در مواد انعطاف پذير ( داکتيل ) يک پيشامد نامطلوب است.

ترك داخلي در نا حيه نازك شده در نمونه كششي مس با خلوص بالا
شکست ترد:
شکست ترد معمولا در فلزاتي با ساختار کريستالي مکعب مرکزدار(bcc ) و هگزاگونال متراکم (hcp) و آلياژهاي آنها در درجه حرارتهاي پايين ( معمولا پايينتر از دماي معمولي محيط ) و سرعتهاي تغيير شکل بالا بطور ناگهاني ظاهر ميشود. شکست ترد در امتداد صفحه کريستالي معيني، به نام صفحه کليواژ، انجام ميگيرد. در شکست ترد عموما تغيير شکل پلاستيکي قابل توجهي در منطقه شکست مشاهده نميشود.
نظريه شکست ابتدا علت شکست را اين چنين بيان کرد که تمام پيوندهاي اتمي در امتداد صفحه شکست هم زمان با هم گسيخته ميشوند. بدين ترتيب که با ازدياد تنش فاصله اتمها از يکديگر دور ميشوند ودر نهايت به محض اينکه تنش به حد تنش شکست ( تنش بحراني ) رسيد، در نتيجه گسستن تمامي پيوندهاي اتمي در صفحه عمود بر امتداد کشش، شکست پديدار ميشود.
در جدول زير تنشهاي بحراني عمود بر صفحات کريستالي معين در چند تک کريستال براي شکست داده شده است.
شكست ترد وتعدادي از تك كريستالها

عملا تنش لازم براي شکست مواد لازم فلزي به اندازه قابل توجهي کمتراز تنش شکست محا سبه شده ا ز طريق تئوري است . بنابراين فعل وانفعال شکست نميتواند از طريق گسستن همزمان تمامي پيوند هاي اتمي درامتداد سطح شکست صورت گيرد. بد ين ترتيب فعل و انفعالات شکست عملا بيشتر از طريق ايجاد يک ترک بسيار ريز به عنوان منشا ترک و رشد و پيشروي آن انجام ميگيرد . براي پيشروي ترک د ر يک ماده لازم است مقدار تنش متمرکز در نوک ترک از استحکام کششي در آن موضع فراتر رود . د ر مواردي که شرايط براي پيشروي منشا ترک مساعد نيست ترک مي تواند متوقف گشته وشکست پديدار نشود.
تئوري گريفيت:
او چنين بيان مي کند که در ماده اي که حاوي تعدادي ترک بسيار ريز باطول معيني است ، همين که مقدار تنش متمرکز درنوک ترک ، حداقل به مقدار تنش لازم براي گسستن پيوندهاي اتمي د رآن موضع ( استحکام کششي ) رسيد، شکست ظاهر ميشود . باپيشرفت ترک ، سطح ترک افزايش مي يابد . اين مطلب بدين معني است که براي ايجاد اين سطح بايد انرژي به کار برده شود . اين مقدار انرژي از انرژي تغيير شکل کسب مي شود.
بنابراين فرضيه گريفيت علت پديدار گشتن شکست ترد را وجود ترکها و خراشهاي سطحي بسيار ريز ( با اندازه بحراني) و پائين بودن استحکام را د رآن مواضع مي داند . اماموادب هم وجود دارد که بد ون داشتن ترکهاي سطحي بسيار ريز شکست ترد د ر آنها پديدار مي شود . بنابراين د ر اين گونه مواد هم بايد فعل وانفعالاتي صورت گيرد که موجب به وجود آمدن تمرکز تنش وفراتر رفتن موضعي مقدارتنش از استحکام کششي ود رنتيجه ايجاد منشا ترک شود. زنر و اشترو مکانيزم اين فعل و انفعال راچنين بيان داشتند که در حين تغيير شکل پلا ستيکي نابجاييها در پشت موانع ( مانند مرزدانه ها ومرز مشترک د و قلوييها ) تجمع يافته وبدين ترتيب در زير نيم صفحه هاي مربوط به اين نابجاييها ترکهاي بسيار ريزي ايجاد مي شود .
اين ترکهاي بسيار ريزهمچنين مي تواند محلهاي مناسبي براي نفوذ عناصري مانند اکسيژن ، ازت وکربن درآنها وايجاد فازهاي ثانوي ترد ودر نتيجه شکست ترد باشند. چنين رفتار ترد د ر شکست ترد مس باوجود عناصري مانند آنتيموان وآهن همراه بااکسيژن مشاهده شده است .

مكانيزم ايجاد ترك از طريق نابجاييها . الف) تجمع نابجائيها در پشت مرز دانه ها (Zener)
ب) تلاقي نابجائيها (Cottrell)
کاترل مکانيزم د ومي رابراي ايجاد منشا ترک ارائه کرد. بد ين صورت که منشا ترکهاي ريز مي تواند د ر اثر تلا قي د و صفحه لغزش بايکد يگر ، د ر نتيجه د ر هم آميختن نابجاييها د ر محل تلا قي آن د و صفحه و ايجاد نابجاييها ي جد يد ، ناشي شود، اين مکانيز م مي تواند د ليلي براي ايجاد سطح شکست ( صفحه کليواژ ) مشاهده
شده د ر صفحه (001 ) د ر فلزات باساختار کريستالي مکعب مرکزدار (bcc ) باشد.
درفلزات چندين کريستالي شکست تر د ميتواند به صورت برون دانه اي ( بين دانه اي) و يا درون دانه اي باشد.
شکست برون دانه اي در بين دانه ها د ر امتداد مرز دانه ها ظاهر مي شود. د ليل اين نوع شکست بيشتر ميتواند وجود ناخالصيها يا جدايش و رسوب عناصر يا فازهاي ترد و شکننده د ر امتداد مرز دانه ها باشد. شکست ترد درفلزات بيشتر به صورت درون دانه اي است . بدين ترتيب که ترک د ر داخل دانه ها گسترش مي يابد. د رجه حرارت و سرعت تغيير شکل تاثير مخالفي برروي نوع شکست خواهد داشت ، به طوري که باکاهش درجه حرارت و ازد ياد سرعت تغيير شکل ، تمايل براي شکست ترد به صورت درون دانه اي د ر حين خزش د ر نتيجه تغييرات شيميائي دراثر اکسيداسيون ممکن خواهد بود. چنانچه اکسيداسيون برون دانه اي در فلزات صورت گيرد، تنش شکست بسيار کاهش مي يابد.
تافنس شکست:
چنانچه در جسمي ترک وجود داشته باشد، د راين صورت استحکام آن جسم استحکامي نيست که از طريق آزمايش کشش به دست مي آيد ، بلکه آن کمتر است. د راين صورت مسئله ترک واشاعه آن اهميت پيدا مي کند. در اينجا تافنس شکست به رفتار مکانيکي اجسام ، شامل ترک ياد يگر عيوب بسيار ريز سطحي ياداخلي مربوط ميشود. البته م يتوان اذعان کرد که عموما تمام اجسام عاري از عيب نبوده و شامل عيوبي هستند . دراين صورت آن چه که د رطراحي و اتنخاب مواد براي ما اهميت صنعتي ويژه اي دارد ، مشخص کردن حد اکثر تش قابل تحمل براي جسمي است که شامل عيبي با شکل و اندازه معيني است . بنابراين به کمک تافنس شکست مي توان توانايي جسمي که بطور کامل سالم نيست راد رمقابل يک بار خارجي وارد برجسم سنجيد.
معمولابراي تعيين تافنس شکست از آزمايش کشش برروي نمونه آماده شده اي از جنس معين که ترکي بطول وشکل معيني برطبق استاندارد درسطح ياداخل نمونه بطورعمد ايجاد شده استفاده مي شود، شکل نمونه به گونه اي د ر دستگاه آزمايش کشش قرار مي گيرد که ترک ريز به صورت عمود برامتداد تنش کششي قرار گيرد.

اکنون اين سئوال مطرح مي شود که به ازاي چه مقداري از تنش s جوانه ترک مصنوعي د ر داخل جسم گسترش مي يابد تاحدي که منجر به شکست نمونه شود . در اطراف اين ترک تنش به صورت پيچيده اي توزيع مي شود. حداکثر تنش کششي ايجاد شده د ر راس ترک بزرگتر از خارجيs است و تنش بحراني ( sc ) ناميده ميشود.تا زماني که sc کوچکتراز استحکام کششي است نمونه نمي شکند .
با وارد آمدن تنش به نمونه د ر محدوده الاستيکي ابتدا انرژي پتانسيل در نمونه ذ خيره مي شود . موقعي که ترک شروع به رشد مي کند بين مقدارکاهش انرژي پتانسيل ذخيره شده د رنمونه وانرژي سطحي ناشي از رشد ترک تعادل برقرار است . تازماني رشد ترک ادامه پيدا مي کند که از انرژي الاستيکي کاسته و به انرژي سطحي افزوده شود، يعني تالحظه اي که شکست ظاهر گرد د .
ابتدا گريفيث با توجه به روابط مربوط به انرژي پتانسيل ذ خيره شده و انرژي سطحي ترک در ماده الاستيکي ،مانند شيشه و تغيير و تبد يل آنها به يک د يگررابطه زير را ارائه کرد:
s=√2Egs ∕ pa
اين رابطه براي حالت تنش د و بعدي برقرار است . gs د ر اين رابطه انرژي سطحي ويژه و E مد ول الاستيکي ماده است .
براي حالت تغيير شکل د و بعدي ( حالت تنش سه بعدي باصرفنظر از تغيير شکل د ربعد سوم ) رابطه زير را ارائه کرد:
s = √ 2Egs ∕ pa(1_ n² )
لازم به تذکر است که رابطه گريفيث براي يک ماده الاستيکي شامل ترک بسيار ريز باراس ترک تيز ارائه شد و اين رابطه ترک باشعاع راس ترک 0≠r را شامل نمي شو د . بنابراين رابطه گريفيث شرط لازم براي تخريب است ، اما شرط کافي نيست .
در رابطه گريفيث انرژي تغيير شکل پلاستيکي در نظر گرفته نشده است . ازاين ر و اروان انرژي تغيير شکل پلاستيکي ، که براي فلزات و پليمرها در فرآيند شکست قابل توجه است رادر نظر گرفت و رابطه زير راارائه کرد:
s = √ 2E(gs+gp) ∕ pa
سپس اروين رابطه گريفيث را براي موادي که قابليت تغيير شکل پلاستيکي دارند ، به کار برد و باتوجه به ميزان رها شدن انرژي تغيير شکل الاستيکي در واحد طول ترک د رحين رشد ( G) رابطه زير را براي حالت تنش د و بعدي ارائه داد :
s = √ EG ∕ pa
بامقايسه با رابطه قبل (gs+gp) 2 = s است . بد ين ترتيب د ر لحظه ناپايداري ، وقتي ميزان رها شد ن انزژي تغيير شکل الاستيکي به يک مقدار بحراني رسيد ، شکست پديدار مي شود. در اين صورت در لحظه شکست :
براي حالت تنش دو بعدي Gc= pasc² ∕ E
براي حالت کرنش دو بعديGc= pa(1- n² ) sc² ∕ E = Kc² ∕ E
Gcمقياسي براي تافنس شکست يک ماده بوده و مقدار آن براي هر ماده اي ثابت و معين است . بامعلوم بودن اين کميت مي توان مشخص کرد که مقدارa به چه اندازه اي بايد برسد تاجسم بشکند . بدين ترتيب اين رابطه در مکانيزم شکست اهميت دارد. هرچقدر Gcکوچکتر باشد ، تافنس کمتر يا به عبارتي ماده تردتراست .
رابطه زير را براي حالت تنش دو بعدي مي توان به صورت زير نوشت :
Gc = √ EGc ∕ pa
و براي شرايط تغيير شکل نسبي د و بعدي رابطه زير ارائه شده است :
s = √ EGc ∕ pa(1_n²)
تعيين تنش شکست بحراني sc کار چندان ساده اي نيست . اما مي توان گفت که به ازاي تنشهاي جسم باوجود ترک هنوز نمي شکند . از اين رو تنش درحد پاينتر از مقدار بحراني با ضريب شدت تنش K توصيف و رابطه زير براي آن ارائه شد ه است :
K= fs√ pa
در اين رابطه f ضريب هند سه نمونه معيوب ، s تنش اعمالي وa اندازه عيب است ، در شکل تئوري گريفيث اگر عرض نمونه نامحدود فرض شود ، دراين صورت 1 = f است . با انجام آزمايش روي نمونه اي با اندازه معيني از عيب مي توان مقدار k ، که به ازاي آن ترک شروع به رشد کرده و موجب شکست ميشود ، را تعيين کرد . اين ضريب شدت تنش بحراني به عنوان تافنس شکست ناميده ميشود و به Kc نشان داده ميشود .اماازطرفي ، همچنين به ازاي تنش ثابتي درحد کوچکتر از استحکام کششي باافزايش کند ترک ، طول ترک (a) ميتواند به مقدار بحراني برسد و به ازاي آن نمونه تخريب شود.

تافنس شكست (Kc) از فولادي با تنش تسليم MN.m2 2070 با افزايش ضخامت تا تافنس شكست در حالت تغيير شكل صفحه اي (دو بعدي) كاهش مي يابد.
کميتهاي Kcو Gc بستگي به ضخامت نمونه دارد. همين که ضخامت نمونه افزايش يافت ، تافنس شکست Kcتا مقدار ثابتي کاهش مي يابد ، اين مقدار ثابت Kc تافنس شکست تغيير شکل نسبي دو بعدي KIc ناميده مي شود . Kc کميتي مستقل از اندازه نمونه است و در محاسبه استحکام که مستلزم اطمينان بالاست ، به کار ميرود .
بنابراين در طراحي در محاسبات بايد روابط زير توجه شود :
s< Kc ∕ √ pa
و در حالت تغيير شکل دو بعدي ( حالت تنش سه بعدي باناچيز بودن تغيير شکل در بعد سوم):
s< K1c ∕ √ pa
کميتهاي K1c و G1c نه فقط براي گسترش ترک ترد ونرم تعريف شد ه است ، بلکه همچنين براي شکست تحت شرايط تنش خوردگي ، خستگي و خزش نيز به کار ميرود. در جداول زير تافنس شکست تعدادي از مواد ارائه شده است .
تافنس شكست تعدادي از مواد طراحي

تافنس شكست در حالت تغيير طول نسبي دومحوري (KIc) تعدادي از مواد

اگر حد اکثر اندازه عيب موجود در قطعه a و مقدار تنش وارد برآن s باشد ، ميتوان ماده اي را باتافنس شکست Kc يا K1c به اندازه کافي بالا ، که بتواند از رشد ترک جلوگيري کند، انتخاب کرد. همچنين اگر حداکثر اندازه مجاز عيب موجود درقطعه و تافنس شکست ماده ، يعني Kc يا K1c، معلوم باشد در آن صورت ميتوان حداکثر تنش قابل تحمل براي قطعه رامشخص کرد. از اين رو ميتوان اندازه تقريبي قطعه را تيين کرد، آن چنان که از پايينتر آمدن حداکثر تنش ايجاد شده از حد مجاز، اطمينان حاصل شود.
همچنين اگر ماده معيني انتخاب و اندازه قطعه و تنش وارد برآن مشخص شده باشد ، حد اکثر اندازه مجاز عيب قابل تحمل را ميتوان به طور تقريب بدست آورد.
توانايي هرماده در مقابل رشد ترک به عوامل زير بستگي دارد:
1- عيوب بزرگ ، تنش مجاز را کاهش ميدهد. فنون خاص توليد، مانند جداسازي و کاهش ناخالصيهااز فلز مذاب و فشردن ذرات پودر در حالت داغ در توليد اجزاي سراميکي همگي ميتواند موجب کاهش اندازه عيب شود و تافنس شکست را بهبود ببخشد.
2- در فلزات انعطاف پذير ، ماده مجاور راس ترک ميتواند تغيير فرم يابد . به طوري که سبب باز شدن راحت راس ترک و کاسته شدن از حساسيت آن شده و ضزيب شدت تنش را کاهش داده و از رشد ترک جلوگيري ميکند معمولا افزايش استحکام فلز انعطاف پذيري را کاهش ميدهد و سبب کاهش تافنس شکست ميشود ، مانند سراميکهاوتعداد زيادي از پليمرها ، تافنس شکست بسيار پايينتر از فلزات دارند.
3- مواد ضخيمتر وصلبتر داراي تافنس شکست کمتر از مواد نازک هستند.
4- افزايش سرعت وارد کردن بار، مانند سرعت وارد شدن بار د ر آزمايش ضربه ، نوعاتافنس شکست جسم را کاهش ميدهد.
5- افزايش درجه حرارت معمولا تافنس شکست راافزايش ميدهد، همان گونه که د ر آزمايش ضربه اين چنين است .
6- با کوچک شدن اندازه دانه ها معمولا تافنس شکست بهبود مييابد ، د ر حالي که با وجود عيوب نقطه اي و نابجاييهاي بيشتر تافنس شکست کاهش مييابد. بنابراين مواد سراميکي دانه ريز ميتواند مقاومت به رشد ترک را بهبود بخشند.

با تشکر
هر جا اراده هست , راهي نيز وجود دارد.
آزمايش خزش
جوشکاری
عیوب جوش در فیلمهای رادیوگرافی
اصول بازرسی چشمی
سوال هفته
فرایندهای اکسی فیول
جوشكارى در زير آب
گاز محافظ در جوشکاری TIG فولادهای زنگ نزن
تميزکاری سطح استنلس پس از جوشکاری
يک تصوير جالب
جيگ و فيکسچر
انستيتو پاتن
دمای بين پاسی
الکترودها
بررسی تاثیر عناصر آلیاژی بر خواص فولاد
جوشکاری زیر پودری
ممانعت كننده ها Inhibitors
تستهای غیر مخرب
جوشکاری با لیزر
دياگرام آهن - كربن
عمليات حرارتي
بررسی علل زنگ زدن فولاد S.S 316
شكست
اصول لوله كشي
استانداردهاي مهندسي
بازرسي جوش
BLOGFA.COM